Matériaux & Procédés

Après s'être intéressé à la fragilisation des ouvrages à des températures proches de 0° C dans le numéro 464, nous nous intéresserons ici aux températures cryogéniques ; l'occasion de se pencher sur la structure austénitique des aciers inoxydables, utilisés notamment pour les caissons des méthaniers. La martensite d’écrouissage est-elle préjudiciable à un travail en milieu cryogénique ? Comment peut-on stabiliser l’austénite d’un acier inoxydable ? Des questions auxquelles nous répondrons dans cet article.

Une étude menée dans le cadre du projet ROMA (Reprise mécanique de l’oxydation micro-arcs) pour lequel collabore la société Galvanoplastie Industrielle Toulousaine (GIT) et le Laboratoire Génie de Production (LGP) de Tarbes a permis de mettre en place un essai reproductible pour comparer les propriétés tribologiques de revêtements d’OAD et d’OMA. Explications.

Comment seront conçus les matériaux de demain ? Une question à laquelle il est tentant de répondre : des matériaux virtuels. Fiction ou réalité ? Tout cela existe déjà !

Adoptés par l’industrie, les outils de simulation ont transformé le métier de l’ingénieur pour lui offrir des outils de conception utilisés dans de nombreuses industries. Comment combiner modèles numériques et données ? Comment optimiser cette alliance ?

Le cuivre entre dans l'histoire des hommes durant la période du Néolithique. Il possède des propriétés antimicrobiennes reconnues depuis l'Antiquité, fort utiles pour jouer un rôle barrière dans la propagation des microbes. Quelques résultats d’études mettent en évidence les qualités du cuivre pour ses vertus sanitaires.

L’instrument de micro-analyse de l’hydrogène HMA (Hydrogen Micro-Analysis) est capable de localiser et quantifier l’élément hydrogène dans des aciers revêtus de chrome. Une étude menée par Lasalys en partenariat avec l’IRT M2P le démontre.

La spectrométrie à décharge luminescente (SDL), méthode d’analyse physico-chimique des matériaux solides, est aujourd’hui la seule technique capable d’établir le tracé en continu de profils de concentration, avec une résolution en profondeur très satisfaisante. Facile à mettre en œuvre et particulièrement rapide, la SDL connaît un essor important dans le domaine du contrôle des surfaces industrielles. Elle permet d’analyser un grand nombre d’éléments simultanément pour différentes épaisseurs de couches. La généralisation des sources radiofréquence (RF) à l’ensemble des appareils commercialisés a en outre considérablement élargi le domaine d’applications de la technique : il est aujourd’hui possible d’analyser pratiquement tous les traitements de surface et revêtements, métalliques ou non, sur tout substrat ou presque.

Une solution de désanodisation sans chrome VI a été développée par Inéosurf. Elle répond à plusieurs de points initialement fixés pour remplacer le chrome hexavalent. Les résultats obtenus encouragent à poursuivre cette voie. Explications.

Si l'on effectue un exercice de mémoire sur ce que l'on appelle maintenant "la vie d'avant la pandémie", il est important de se souvenir des problèmes climatiques répétés que nous avons vécu et qui sont à l'origine de nombreuses mesures d'urgence (pluies torrentielles dans les Alpes-de-Haute-Provence ou les incendies gigantesques en Australie associés à des périodes de sécheresse de plus en plus prononcées). L'ensemble de ces conditions (grands froids, canicules, inondations...) ont un impact sur nos infrastructures du quotidien si l'on ne renforce pas les contrôles et la maintenance préventive (exemple : effondrement du pont de Gênes en 2018). Face à ce constat, nous vous proposons une série de quatre articles sur les risques industriels et les conditions extrêmes en abordant dans un premier temps les catastrophes associés à la fragilisation des ouvrages à des températures proches de 0 °C.
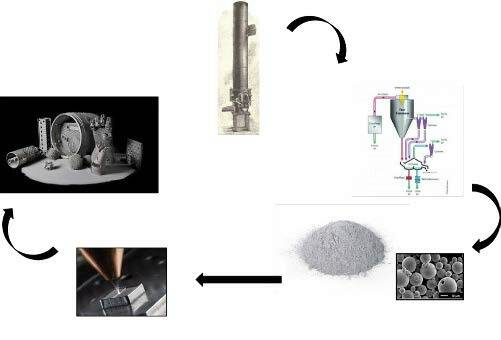
La fabrication additive est aujourd’hui en plein développement. Pour lui permettre de se déployer largement à l’échelle industrielle, pourquoi ne pas combiner certains procédés de parachèvement, en fonction de leur mode d’action ? L’IRT M2P propose sa réponse à cette question.