Tous les articles parus dans Traitements & Matériaux

Technique de décontamination prometteuse, la bioadsorption est une des techniques de finition pour le traitement des effluents de traitement de surface.

Le CEA Le Ripault, situé à 15 km de Tours, concentre tous les métiers et compétences scientifiques et techniques pour la mise au point de nouveaux matériaux, depuis leur conception (modélisation sur ordinateur, synthèse…) jusqu’à leur fabrication (mise en forme, usinage…) et leur caractérisation. Cette expertise, développée au service de la Défense, trouve de nombreuses applications. Gros plan sur le laboratoire de projection thermique de la direction des applications…

L’école des Mines de Nancy a mené des études sur les alliages de titane conventionnels a+b et b pour comprendre les séquences de transformation lors de traitements thermiques et modéliser les cinétiques de formation des différentes morphologies observées. Synthèse de leur recherche.

Altérations métallographiques de l’acier, les structures en bandes proviennent d’une hétérogénéité de composition à l’échelle microscopique et apparaissent lors de la solidification. Leurs mécanismes d’apparition et de suppression influent sur l’usinabilité des pièces forgées. Explications sur la base d’une étude menée sous la tutelle de la commission Forge AFF/Cetim.

Le titane est l’un des matériaux les plus utilisés dans l’aéronautique. L’étape de traitement de surface, généralement réalisé dans la fabrication des pièces, génère des déchets. Pour réduire l’impact environnemental, un procédé de régénération des bains de décapage et d’usinage chimique a été développé.
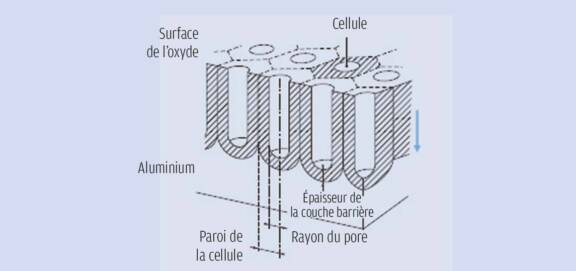
En phase de validation industrielle, le procédé de colmatage aux molybdates représente une solution de remplacement du chrome VI applicable à de nombreux alliages et anodisations.

Le traitement de surface par laser apporte une réponse aux contraintes environnementales actuelles. Ses possibilités sont multiples comme ses applications industrielles.
Alternative possible au chrome dur, les dépôts composites à matrice nickel phosphore (NiP) ont été réalisés sur des substrats en acier 36NiCrMo16 en vue d’applications tribologiques. Explications.

Sur le marché français du traitement thermochimique, la carbonitruration représente aujourd’hui près de 80 % de part de marché alors que la nitrocarburation n’occupe que 4 %. Grâce aux importants développements des procédés proposés par les applicateurs, certains secteurs industriels commencent à envisager la substitution de la carbonitruration par la nitrocarburation pour certaines pièces de frottement et d’usure. Cependant, ce type de démarche reste rare et la plupart des…

Etudier les matériaux anciens nous renseigne non seulement sur les procédés utilisés à l’époque mais également sur leur comportement possible dans le futur. Le laboratoire d’archéomatériaux et prévision de l’altération s’en préoccupe chaque jour.

S’assurer le bon fonctionnement de pompes à vide passe par le choix de l’huile adéquate. Des compromis sont à trouver. Explications.

Des perspectives d’avenir apparaissent avec le procédé de nitruration assistée par plasma. Analyse des techniques de traitements et matériaux potentiels ainsi que de la capacité des traitements thermochimiques dans la fonctionnalisation des surfaces par texturation ou structuration de surface.

Pour répondre aux préoccupations de la Caisse nationale d’assurance maladie des travailleurs salariés en matière de troubles musculo-squelettiques, des solutions de manutention réduisant les mauvaises postures sont aujourd’hui proposées.

Le procédé ancestral de fonderie à cire perdue est utilisé pour fabriquer les moules des aubes de turbine haute pression sur le site Snecma de Gennevilliers-Colombes. S’ensuit la coulée du superalliage en four sous vide généralement par solidification dirigée pour un accroissement des caractéristiques mécaniques du matériau.

Le remplacement des solvants chlorés par des produits lessiviels n’est pas sans conséquence sur l’efficacité du nettoyage ou décapage des pièces. Pour la mise au point de nouveaux procédés de préparation des surfaces, il est alors nécessaire de connaître plus finement la composition et la chimie de la surface. Les techniques physico-chimiques d’analyse de surfaces, très largement utilisées en recherche fondamentale, ont désormais leur place dans le domaine industriel.

Comment améliorer la tenue à l’usure et la résistance au grippage des aciers inoxydables tout en leur conservant leurs propriétés de résistance à la corrosion ? La technologie des plasmas froids apporte une réponse. Elle permet de faire varier les paramètres de traitement indépendamment les uns des autres (température, mélange de gaz, pression…).

La combinaison du traitement par laser et de la projection thermique redonne au procédé de métallisation un coup de jeune toujours dans le but d’améliorer les propriétés des surfaces.

La réalisation par forgeage de produits forgés de précision nécessite la connaissance et la maîtrise des capabilités du processus de fabrication. Ces connaissances sont facilitées par le développement d’une méthode originale prenant en compte l’image métrologique du produit et son analyse.

Trois grandes familles de procédés permettent de mesurer l’épaisseur d’un revêtement : les destructifs, les non destructifs électromagnétiques et les non destructifs radiométriques.

Les entreprises employant moins de vingt salariés doivent agir dès maintenant et prendre des mesures en faveur de l’emploi de travailleurs handicapés sous peine de payer une lourde contribution à l’Agefiph.