Matériaux & Procédés

Les aciers maraging sont des aciers martensitiques dont les propriétés finales sont obtenues par un traitement thermique autour de 500 °C. Le développement de nouveaux aciers maraging plus performants passe simultanément par une modification de leur composition chimique et par l’ajustement de leur traitement thermique. Quel est le lien entre la métallurgie de ces aciers, leur traitement thermique et leurs relations microstructures – propriétés ?

Presque toutes les structures construites par l’homme utilisent des métaux, souvent non nobles et sensibles à la corrosion. Le coût mondial des dommages liés à la corrosion est estimé à 2,5 billions de dollars. Une protection adéquate contre la corrosion permettrait d’économiser de 15 à 55 % du coût de ces dommages (réf. 1). Il est donc financièrement justifié de mieux comprendre la corrosion et comment s’en protéger.

Le magnésium (Mg) est considéré pour des applications dans le domaine de l’énergie en tant qu’alternative au Li pour des batteries rechargeables au Mg4. Cependant, au contact des électrolytes conventionnels, il se recouvre d’une couche de passivation imperméable aux ions Mg2+, ce qui rend ce métal incompatible avec de nombreux électrolytes liquides et l’empêche de présenter une activité électrochimique réversible. (5)

L’intelligence artificielle est plus que jamais sur toutes les lèvres, notamment grâce à l’accessibilité des grands modèles de langage (LMM) comme Chat GPT d’Open AI, pour citer la plus connue, ou les modèles de Mistral AI, start-up française souhaitant faire sa place face aux GAFAM. Cet engouement autour des capacités de ces modèles génère ou ranime par la même occasion de nombreux fantasmes en termes de capacités, mais également de craintes, toutes deux en partie infondées comme cela a pu être le cas face aux balbutiements des premiers concepts d’intelligence artificielle ou de nombreuses technologies de rupture.
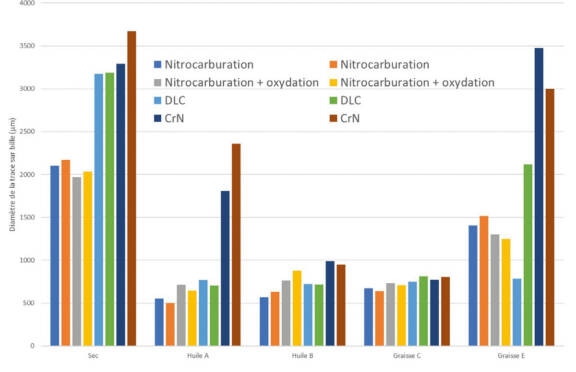
La lubrification est la méthode la plus utilisée pour augmenter l’efficacité énergétique d’un système mécanique en réduisant le frottement. Si les régimes avec de grandes épaisseurs de film sont bien maîtrisés aujourd’hui, ceux à faible épaisseur, comme les régimes limites et mixtes, ne le sont pas encore, notamment pour les mécanismes réactionnels entre des additifs et la surface. Des interactions entre lubrifiants liquides et surfaces solides peuvent être positives en formant un film d’adsorption adhérant qui protège la surface ou négatives en réduisant l’adhérence du lubrifiant à la surface [1 et 2].
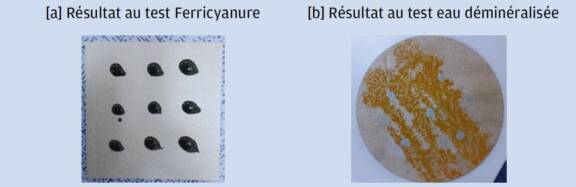
Actuellement, la solution de référence pour atteindre les critères de mise en propreté et de tenue à la corrosion des aciers inoxydables austénitiques reste l’usage d’acide fluonitrique (HF et HNO3). Ces produits sont néanmoins dangereux et ne peuvent pas toujours être appliqués, en particulier sur des surfaces de grandes dimensions ou dans des circuits déjà en exploitation. Il semble donc opportun d’investiguer des procédés alternatifs moins nocifs de décapage et de passivation des aciers inoxydables austénitiques pour la mise en propreté.

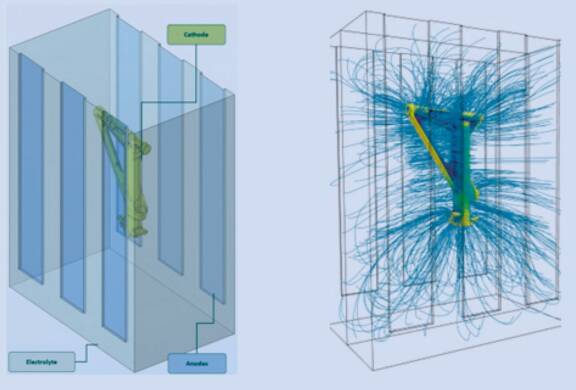
Amphenol est une société spécialisée dans la fabrication de connecteurs électriques. Ceux-ci permettent de relier électriquement deux éléments d’un circuit mécaniquement dissociable. La division Communications Solutions (CS) développe et fabrique des connecteurs pour les marchés des communications, des produits mobiles grand public, des RF, de l’optique, du haut débit et de l’électronique commerciale. Les connecteurs sont généralement fabriqués à partir d’un substrat cuivreux (laiton ou bronze), recouvert d’une ou plusieurs couches métalliques permettant de leur conférer les propriétés souhaitées (conduction électrique, résistance à l’usure, à la corrosion) selon l’application visée.
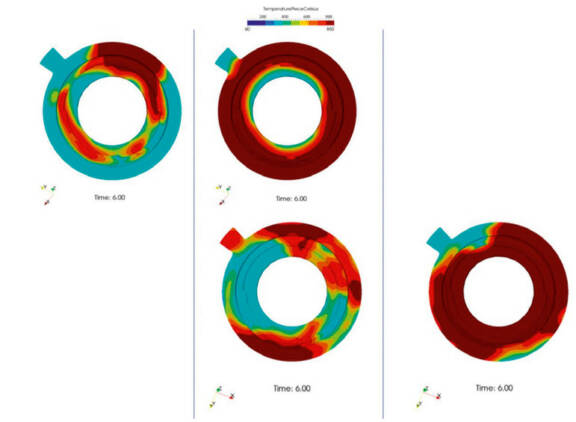
Faurecia participe depuis 2015 au développement du logiciel qobeo®, qui permet de prendre en compte les installations de traitement thermique dans leur ensemble ainsi qu’un chargement de plusieurs pièces, en considérant la mécanique des fluides, le transfert de chaleur (y compris le rayonnement émis et reçu) et un nouveau modèle d’ébullition. Initialement, la simulation se concentrait sur une seule pièce.
L’industrie du traitement de surface est confrontée à des défis environnementaux croissants, ayant poussé la recherche de solutions alternatives au cadmiage ou au chrome hexavalent visé par la réglementation européenne Reach par exemple. De plus, la nécessité de décarboner l’industrie cumulée à l’augmentation des coûts énergétiques, l’optimisation des procédés industriels est devenue une nécessité. Ce secteur fait donc face aujourd’hui à plusieurs défis opérationnels comme l’intégration de nouveaux procédés en répondant aux standards de qualité et aux spécifications, tout en réduisant son impact environnemental.
Conférer aux aciers des propriétés particulières au voisinage de leur surface, tel est l’objet des traitements thermiques localisés. Dans la première partie de cet article parue dans le numéro 387 du mois de mai, le durcissement par trempe après chauffage superficiel a été décrypté. Reste à présenter ici les traitements thermiques qui modifient la composition du métal au voisinage de sa surface.