Tous les articles parus dans Traitements & Matériaux

Si « l’art est partout » comme le dit Ben, l’artiste niçois, il est des domaines où il est, quand même, plus présent. Celui de la projection thermique est l’un d’entre eux comme s’efforce de le montrer cet article.

Procédé sélectif d’électrolyse sans immersion, l’électrolyse au tampon offre des avantages non négligeables vis-à-vis des bains traditionnels.

Afin d’aider les industriels dans le choix de revêtements DLC (Diamond Like Carbon), le Cetim a mené une étude permettant de mieux appréhender l’influence des paramètres structurels des couches minces (épaisseur, adhérence, composition…) sur le comportement en frottement et la résistance à l’usure de différents dépôts carbonés.
Les industriels de la mécatronique, représentés par le syndicat Artema, sont fortement concernés par l’usine du futur, que ce soit pour leurs propres usines ou leurs nouveaux produits communicants, parties intégrantes des usines d’aujourd’hui et de demain.

Entré en vigueur depuis huit ans, le règlement Reach s’est fortement focalisé sur les substances utilisées dans les traitements de surface.
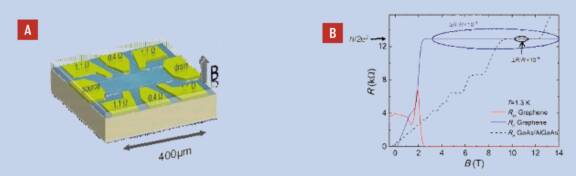
Le graphène se veut être un matériau révolutionnaire pour la métrologie et le Système international d’unités.

Dans les communications scientifiques et techniques, les méthodes physiques et physico-chimiques d’analyse fine développées et vulgarisées lors des études métallurgiques sont souvent citées par leurs acronymes anglais ou français. Le lecteur qui n’est pas utilisateur peut avoir quelques difficultés pour les identifier. Cette rubrique se propose de rappeler les significations de ces différents acronymes avec une courte description de leur principe, leurs principales applications en…

La magnétoscopie est une des plus anciennes méthodes de contrôle non destructif. Elle est couramment utilisée dans l’industrie pour inspecter de façon globale, fiable, rapide et pour un coût raisonnable, l’ensemble d’une pièce, pourvu que le matériau qui la constitue soit de nature ferromagnétique. Malgré cela, la magnétoscopie souffre aujourd’hui bien souvent d’une image désuète. Pourtant, la magnétoscopie a su évoluer et s’adapter aux contraintes industrielles…

L’aptitude d’une surface à être traitée thermiquement ou à être revêtue est un point fondamental mais difficile à apprécier. Le dégraissage et le décapage permettent d’éliminer les contaminants organiques, principalement les huiles et les graisses, et les minéraux généralement sous forme d’oxydes. De l’efficacité de ces opérations dépendent d’une part l’importance de la dégradation de la surface lors des traitements thermiques et d’autre part l’adhérence du…

Le contrôle et l’enregistrement en continu des paramètres process par le biais d’une interface adaptée sont une réponse aux spécifications CQI-9 et RQP-1 pour le chauffage par induction.

Study of tribological, corrosion and tribocorrosion behavior of new martensitic stainless steels for aeronautial applications » est le sujet de la thèse de Docteur en Mécanique et Sciences des Matériaux de l’Université François Rabelais de Tours de Alba Dalmau Borras, en cotutelle franco-espagnole avec l’Universitat Politècnica de València, et dont la soutenance est prévue le 23 octobre 2015, à Polytech’ Tours. Cette thèse se soutiendra également sous label européen.

Régénérer la solution de dégraissage par ultrafiltration est préférable. En la filtrant en continu, sa composition est stabilisée.

La tomographie aux rayons X est une technologie de contrôle non destructif issue du domaine médical. Comme la radiographie, elle est basée sur l’absorption différentielle des rayons X en fonction de la densité de matière mais elle exploite un grand nombre de vues réalisées suivant différents angles par rotation de l’objet et suivant plusieurs positions en hauteur. Il est reconstitué en trois dimensions.

Le temps de l’industrialisation est venu pour le rechargement et la fabrication additive métallique par projection laser.

L’analyse fonctionnelle du roulement dans son environnement intègre de multiples critères. Le choix du couple acier traitement thermique ou thermochimique va découler de cette analyse. L’objectif est d’obtenir la performance demandée par le client en optimisant au maximum les phases de conception, le procédé de fabrication et les achats. L’exemple de la croissance des roulements de roue automobile de génération 3 montre l’apport de la simulation pour optimiser le cycle de…
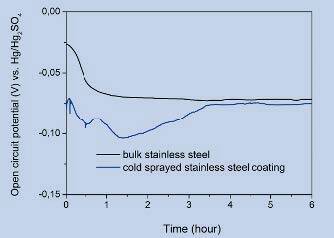
" Electrochemical behavior of cold sprayed coatings dedicated to corrosion protection applications – Role of microstructure " est le titre de la thèse en Génie des Matériaux soutenue par Mademoiselle Yingying Wang, le 27 mars 2015, à l’INSA de Lyon, dans le cadre de l’école Doctorale Matériaux de Lyon. Les travaux ont été menés au laboratoire MATEIS UMR 5510, au sein de l’équipe corrosion.

Areva, ESI France et l’Insa de Lyon nous démontrent dans cet article comment la modélisation numérique du billage ultrasonore permet à la fois de simuler le procédé au travers du mouvement des billes dans l’enceinte de l’outil et de prédire le niveau des contraintes résiduelles dans la pièce traitée.

L’utilisation croissante de méthodes de fabrication par métallurgie des poudres, principalement grâce à la technologie de mise en forme « near net shape » mène à des réduction de coûts et de temps de fabrication, tout en assurant de bonnes propriétés en service et en améliorant l’inspectabilité. Dans cette étude, les propriétés de l’acier 304L élaboré par compaction isostatique à chaud sont comparées avec celles du même acier forgé. La poudre en acier 304L a été…

Comment reconnaître et utiliser les potentiels de rendement offerts par les équipements de chauffage alimentation au gaz naturel ? Telle est la question à laquelle tente de répondre la société Noxmat.