Traitement cryogénique des métaux : développements récents et mise en œuvre dans les procédés industriels de traitement thermique
Par Mohamed Amine Jamli. Expert en traitement thermique ALTEC, Air Liquide France Industrie
Le traitement par le froid (ou traitement cryogénique) consiste à refroidir les pièces mécaniques en dessous de la température ambiante après un traitement thermique de trempe. La température de maintien se situe entre 0°C et -150°C (le plus souvent entre -80 et -100°C pour les aciers ).
Principes de base pour les aciers
Le traitement cryogénique est un procédé réalisé à l'aide d'azote liquide (LIN) pour traiter à basse température (<- 80 °C) des pièces en acier lors des processus de durcissement, généralement après la trempe et avant le revenu. Il est opportun de préciser ici que les pièces ne sont pas directement immergées dans l'azote liquide, car l'intensité de la trempe pourrait être trop élevée et induire des fissures ayant un impact sur les propriétés mécaniques et physiques. L’azote liquide est injecté et vaporisé dans une enceinte avec des paramètres contrôlés (débit, température ou ventilation). Le traitement cryogénique agit ainsi en profondeur sur la microstructure des matériaux, offrant des améliorations significatives en termes de performance et de durabilité.
L'effet majeur du traitement cryogénique est de compléter la transformation de l’austénite en martensite. La figure 1 ci-dessous montre les températures de début (MS) et de fin (MF) de formation de martensite pour les aciers au carbone ordinaire sur une large gamme de compositions de carbone.
La température (MS) diminue régulièrement avec l'augmentation de la teneur en carbone, tandis que la température (MF) diminue plus rapidement en dessous de la température ambiante à une teneur en carbone relativement faible d'environ 0,40 % en poids.
L'austénite se transforme en martensite entre les températures MS et MF. Cependant, cette transformation n’est jamais complète pour des teneurs en carbone supérieures à 0,25 % en poids, afin d’atteindre une structure 100 % martensitique, d’où le recours au traitement cryogénique dont l’objectif est d'améliorer la dureté, la résistance à l’usure et la stabilité dimensionnelle.
En outre, le processus de traitement cryogénique favorise la précipitation et la distribution de carbides fins lors du revenu, renforçant encore les propriétés mécaniques des alliages ferreux. Ces changements se traduisent par une augmentation de la durée de vie des composants et une réduction des coûts de maintenance dans des applications exigeantes.
Domaines d’applications
Aujourd'hui, le traitement cryogénique est considéré comme une technologie avancée utilisée pour améliorer les propriétés des pièces métalliques, dans de nombreux secteurs industriels, notamment :
1. Industrie automobile : augmentation de la durée de vie des pièces moteur et de transmission.
2. Industrie aéronautique : amélioration des composants critiques de turbines et de trains d’atterrissage.
3. Outillage et fabrication : optimisation des performances des outils de coupe, de formage et de perçage.
4. Les sports motorisés : traitement des pièces mécaniques pour réduire la fatigue des matériaux.
Le traitement cryogénique est un processus polyvalent qui améliore considérablement les propriétés mécaniques et physiques des métaux, ce qui le rend très utile dans divers secteurs et domaines (cf. figure 2).
Avantages du traitement cryogénique pour les aciers
Lors des traitements de durcissement, la trempe conventionnelle jusqu’à température ambiante ne transforme pas complètement l'austénite en martensite. Il s’agit alors d’austénite résiduelle (AR) qui reste dans la microstructure. La teneur en AR va dépendre de la composition de l'acier (taux de carbone et éléments d'alliages), de la température et du temps de traitement, et elle peut être particulièrement élevée à la surface des pièces cémentées (voir figures 3 et 4).
Un traitement cryogénique va réduire considérablement l'austénite résiduelle, et s'il est suivi d'un revenu à température modérément élevée (entre 150 et 300 °C), la ductilité des pièces sera augmentée.
Dans de nombreux cas, l’austénite résiduelle est indésirable car elle est instable et peut se transformer lentement en d'autres phases avec expansion de volume, contrairement à la martensite qui est une phase stable avec une dureté élevée qui permet le fonctionnement lors du frottement des pièces. Les avantages du traitement cryogénique peuvent être résumés dans le paragraphe suivant :
1. Augmentation de la durée de vie
Les outils et pièces traités cryogéniquement montrent une résistance accrue à l’usure grâce à une dureté plus élevée ce qui prolonge leur durée de vie. Par exemple, les outils de coupe et les forets bénéficient d'une longévité accrue pouvant aller jusqu'à 80 %.
2. Réduction des contraintes résiduelles
Le traitement cryogénique réduit les contraintes internes générées lors des processus de fabrication, diminuant ainsi les risques de fissuration et de déformation.
3. Meilleure stabilité dimensionnelle
Les pièces soumises à des variations thermiques importantes, comme les composants aéronautiques, thermiques ou d’équipements de précision, profitent d’une stabilité dimensionnelle renforcée.
4. Amélioration des propriétés tribologiques
La résistance accrue aux frottements et à l’abrasion fait du traitement cryogénique une solution idéale pour les pièces soumises à des conditions extrêmes d’usure.
5. Réduction des coûts
À travers le remplacement d’un ou deux cycles de revenu ou bien la réduction du temps de refroidissement des pièces à la fin du cycle de trempe.
Équipement pour le traitement cryogénique
Avec plus de 50 ans d’expérience dans les applications de traitement thermique, Air Liquide dispose de l'expertise et des technologies adaptées aux besoins de ses clients. Les solutions pour le traitement cryogénique comprennent notamment :
L’azote liquide et son installation de stockage, pour apporter les frigories nécessaires au traitement cryogénique, et réaliser une atmosphère de protection contre l’oxydation pour de nombreux alliages métalliques.
Une large gamme d'enceintes cryogéniques adaptées au procédé du client, avec possibilité d'effectuer un revenu contrôlé jusqu'à + 300°C directement dans l´enceinte.
L’installation du réseau de l’azote liquide et de l’azote gazeux.
Le support pour les installations de sécurité (la détection anoxie et le système d’extraction des gaz).
Les équipements de traitement cryogénique deviennent de plus en plus accessibles et personnalisables. L’enceinte cryogénique représentée dans la figure 5 est un bon exemple d'avancée technologique qui consiste à intégrer ce procédé dans une chaîne de production automatisée ainsi que l’élargissement de son application à de nouveaux matériaux, comme les alliages non ferreux et les composites (cf. figure 6).
Hormis le côté pratique et fiable de cet équipement compatible avec l’industrie 4.0, il est strictement nécessaire de respecter certaines normes, notamment CQI-9 (Continuous Quality Improvement) et AMS 2750 (Aerospace Materials Specifications), pour garantir aux industriels la conformité de leurs traitements thermiques.
Ces normes définissent les exigences pyrométriques pour les équipements de traitement thermique, elles couvrent les capteurs de température, l'instrumentation, le SAT (System Accuracy Tess) et le TUS (Temperature Uniformity Survey). Ces exigences évaluent la métrologie (instrumentation et gestion des données) et suivent strictement le processus défini par la spécification technique du produit.
Conclusions
Le traitement cryogénique des pièces métalliques représente une solution éprouvée pour répondre aux exigences croissantes de performance et de durabilité dans l’industrie. En optimisant les propriétés mécaniques et tribologiques des matériaux, il offre une alternative efficace et rentable pour les fabricants cherchant à augmenter la durée de vie de leurs produits tout en réduisant les coûts de maintenance. En combinant innovation et maîtrise des procédés, le traitement cryogénique continue de s’imposer comme un outil incontournable dans l’amélioration des performances des composants métalliques.
Références
[1] Verhoeven, J. D. Steel Metallurgy for Non-Metallurgist. Materials Park, OH : ASM International, 2007.
[3] & [4] Coudurier L. Cryogenic Treatment of Steel Parts for Aeronautics, Paris Air Show 2017.
Cryo cutting tools : ttps : //www.ncheurope.com/fr/solutions/maintenance/maintenance-des-equipements/outils-de-coupe-cryo/

Figure 1 : Plage de température de formation de la martensite en fonction de la teneur en carbone dans les aciers [1].

Figure 2 : Le traitement cryogénique est un processus polyvalent qui améliore considérablement les propriétés mécaniques et physiques des métaux, ce qui le rend très utile dans divers secteurs et domaines

Figure 3 : Exemple typique de profil austénite résiduelle et carbone dans une pièce cémentée [2].
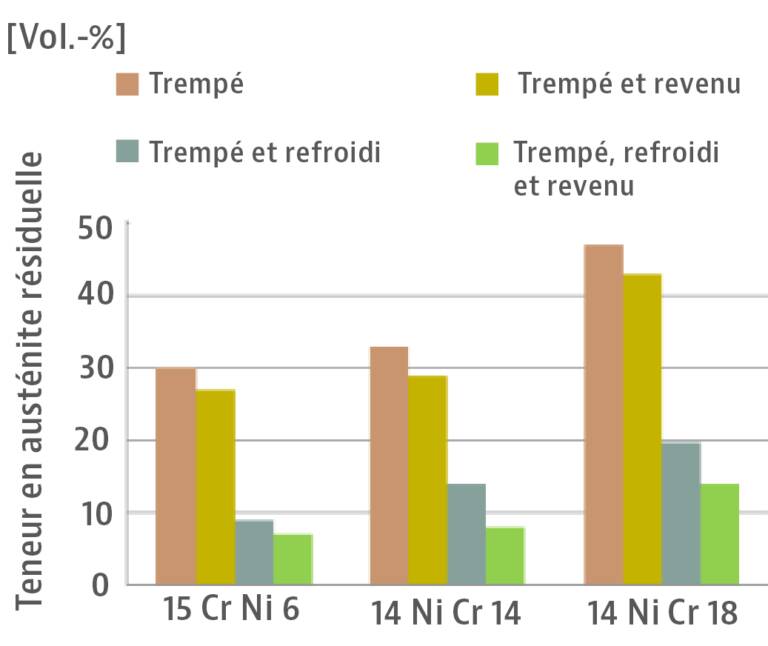
Figure 4 : Pourcentage d'austénite résiduelle après chaque étape du processus de trempe pour des pièces en acier [2].

Figure 5 : Enceinte cryogénique modèle CK23.
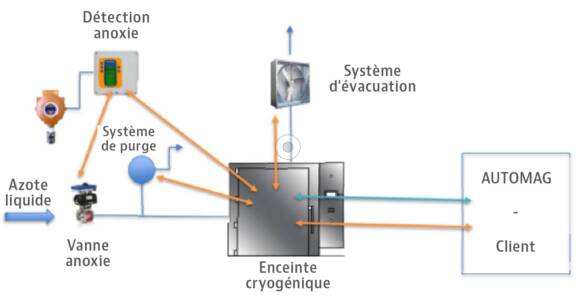
Figure 6
Les derniers articles sur ce thème


